
Чем лазерная резка отличается от плазменной?
Сравнение лазерной и плазменной резки металла

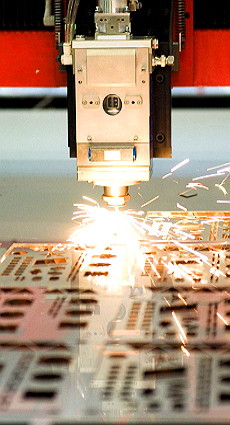
Применяются на предприятиях металлообрабатывающей, пищевой, автомобильной, судостроительной, строительной и энергетической промышленностях, в составе машин термической резки (МТР) с ЧПУ. Резать можно как листовой металл, так и трубы. В данной статье, хочется затронуть основные плюсы и минусы данных технологий резки металла. Начнем с плазмы.
Плазменная резка
Осуществляется плазменной дугой, с температурой до 30 000 градусов Цельсия. Сама физика данного процесса не позволяет резать металл без скоса (без конуса) даже в самых дорогостоящих источниках плазмы ( Hypertherm , Termal Dynamics и Kjellberg) с применением так называемой «узко-дуговой резки» не удастся достичь конусности менее 2-4˚.
Зато станок плазменной резки с ЧПУ (в простонародье «плазмарез», «плазморезка», «резак», «плазма», «портальная плазменная резка») может резать недостижимые для лазера толщины металлов — до 160 мм для углеродистых («черных») сталей. Фактически плазменная установка позволяет резать любой токопроводящий металл (все виды сталей, чугун, медь, алюминий, латунь и т.д.).
Есть некоторые ограничения по резке отверстий, например, минимальный диаметр отверстия должен быть больше или равен полутора — двум толщинам метала.

То есть, если у нас стальной лист толщиной 12 мм, то минимальный диаметр отверстия (с сохранением круглой формы) будет равен 18-24 мм. Конечно здесь есть приятные исключения в виде запатентованной технологии True Hole от компании Hypertherm, позволяющей вырезать отверстия диаметром, равном толщине листа, причем отменного качества с конусностью не более 2˚. Технология применима на толщинах до 25 мм при использовании системы HyPerfomance Plasma HPRXD и XPR с автоматической системой управления газом.

Машины термической резки , оснащенные источником плазменной резки , дешевле станков лазерной резки металла , себестоимость реза – дешевле, обслуживание дешевле (часто необходимо только электричество, сжатый воздух и «расходники»).
Из минусов хочется отметить худшее качество реза, конусность реза, более высокое потребление электроэнергии, большее потребление расходных материалов («расходки») и сложность при резке тонких металлов (менее 1 мм), вызванную более толстой дугой (ширина реза 0,8-1,5 мм). А также в несколько раз меньшую скорость реза тонких металлов, в сравнении с лазером.
Прожиг на не качественной плазме толщина лист 0,9 мм |
Качественная плазма, лист толщиной 0,9 мм |
| Прямолинейная резка лист толщиной 0,7 мм. Плазма. | |
 |
|
 |
|
Лазерная резка
Осуществляется лазерным лучом, который в разы тоньше плазменной дуги (0,2-0,3 мм), поэтому качество реза заметно выше, чем при плазменной резке, так как уменьшается термическое воздействие на кромку разрезаемого материала.

Установка лазерной резки отличается высокими скоростями резки, что является более рентабельным решением в сравнении с плазмой. Например, оптоволоконный иттербиевый лазер IPG Photonics мощностью 4 кВт( Lasercut Professiona M2 способен резать углеродистую сталь толщиной 2 мм со скоростью до 12 100 мм в минуту, в то время как источник плазмы Hypertherm HPR 130XD режет данный лист со скоростью не более 1 490 мм в минуту (30 А, кислород/кислород). Резкое падение скорости реза у лазера наблюдается на толщинах более 3-6 мм, а максимальная толщина ограничена 24 мм для углеродистой стали (для оптоволоконного лазера IPG Photonics, мощностью 4 кВт). Кромки реза у листов до 14 мм – остаются ровными и гладкими, без образования окалины.

Минимальный диаметр вырезаемого отверстия равен 0,3 толщины металла, края – ровные и с минимальным скосом (не более 1° при толщинах более 10-12 мм). Это позволяет вырезать отверстия диаметром 4 мм в 12 мм листе. Точность станка лазерной резки металла заметно выше станка плазменной резки и составляет, как правило, +/- 0,05 мм.
Пример реза стали толщиной 12мм. Слева – «узкодуговым» источником плазмы 130Ампер. Справа — лазером мощностью 1КВт. Пример реза стали толщиной 25 мм, оптоволоконным лазером мощностью 4 кВт.



Один из важных моментов, на который стоит обратить внимание при выборе станка лазерной или плазменной резки – стоимость и стойкость расходных материалов. Наиболее часто заменяемая часть на лазере – сопло стоит от 140 до 750 руб. за 1 шт. и служит оно до 1,5 месяцев, в то время как на плазменную резку меняется сопло и электрод (катод), общей стоимостью от 250 до 4500 руб. (в зависимости от модели плазматрона), которых хватает примерно на 0,5-1 смену работы станка плазменной резки.
Резюмируя данную статью, давайте подведем итоги:
Лазерную резку целесообразнее применять, если нужны очень высокие скорости резки, высокое качество обработки металла, высокая точность, хорошая повторяемость при резке сложных изделий, высокое качество резки углов (особенно внутренних), низкая стоимость расходных материалов, но обслуживание установки лазерной резки должно осуществляться только высококвалифицированными специалистами.
В то время как плазменная резка славится большими толщинами разрезаемых металлов, неприхотливостью, большей гибкостью в широком диапазоне толщин и типов материалов, меньшей стоимостью установки. В настоящее время приобретать оборудование в лизинг становится выгоднее, в том числе из-за экономии по НДС.
Плазменная или лазерная резка — что лучше?
Что предпочтительнее — плазменная или лазерная резка, зависит от марки и толщины разрезаемых металлов, от требований к точности реза и от финансовых возможностей заказчика. Эти факторы являются решающими, когда необходимо купить оборудование для резки металла.
В чем суть лазерной и плазменной резки
Обе технологии — извечные конкуренты (но никак не антагонисты!). Хотя, при определенных условиях, одна вполне заменит другую. Однако существуют случаи, при которых предпочтения отдаются лазеру или плазме.
При упрощенном рассмотрении лазерная резка осуществляется за счет сфокусированного лазерного луча, который, собственно, является режущим элементом. Во время непрерывной работы он раскаляет металл, в зоне своего присутствия, до температуры плавления. А расплавленный (по сути, жидкий металл), удаляется, подаваемой под высоким давлением, струей газа.
При сублимационной лазерной резке, под воздействием лазерного импульса, в зоне резания листовой металл испаряется.
В плазменной резке теплота, расплавляющая материал, возникает за счет генерации плазменной дуги. Удаление расплава также происходит за счет воздействия плазменной струи на жидкий металл.
Зависимость вида резки от толщины и марки раскраиваемого листа
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
| Параметры | Лазерная резка | Плазменная резка |
|---|---|---|
| Ширина реза | 0,2-0,375 мм | Ширина реза 0,8-1,5 мм |
| Точность резки | ±0,05 мм | ±0,1-0,5 мм Зависит от степени износа расходных материалов |
| Конусность | Менее 1° | 3° — 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. |
| Внутренние углы | Высокое качество углов | Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Отличие плазменной резки от лазерной по стоимости
Решая, что лучше — плазменная или лазерная резка металла, нужно понимать, что цена портальной плазменной установки в 5-6 раз ниже аналогичной лазерной. Однако при сравнении обоих видов оборудования следует учитывать не только стартовую стоимость, но и дальнейшие эксплуатационные расходы.
Сюда относят затраты на электроэнергию, вспомогательные газы и цену расходных материалов. Выбирая, что заказать — плазменную или лазерную резку металла, учтите, что в смету эксплуатационных расходов лазерной резки входят:
 Стоимость газов:
Стоимость газов:
- воздух или чистый кислород — для резки углеродистых сталей;
- азот — для получения заготовок из алюминия (его сплавов) и коррозионностойких сталей (например, нержавейки).
Энергозатраты:
- расходы на энергопотребление самой установки;
- электроэнергия для лазера и охладителя.
Расходные материалы:
- оптика (внутренняя и внешняя);
- сопла;
- фильтры.
Но ответ на вопрос: «Чем отличается плазменная резка от лазерной резки?» был бы не полным без знаний об эксплуатационных расходах на установку плазменной обработки. Поэтому продолжим детально изучать затраты на альтернативное оборудование.
При плазменной резке используют кислород или воздух. Электроэнергия расходуется исключительно на питание самого станка и создание плазмы. Что до расходных материалов, то их не больше, чем в лазерном оборудовании. Так, в этот пункт входят:
- сопло;
- электрод;
- защитный экран.
Такой показатель, как количество отверстий, приходящихся на одну заготовку, снижают часовую стоимость работы плазмы. В этом батле победу одержит лазер, поскольку сопла и электроды, используемые в плазменных агрегатах, рассчитаны на заданное количество прошивок и стартов.
Чем больше отверстий нужно сделать, тем выше эксплуатационные расходы на плазменный станок.
Резюмируя вышеизложенное, можно прийти к следующему выводу: сказать заочно, что выгоднее приобрести — плазменную или лазерную резку, невозможно. Но если требуется раскрой металла до 6 мм, а особенно с большим количеством отверстий, тогда в фаворе будет лазер. При резании материалов от 6 мм, покупайте плазменные аппараты с ЧПУ.
| Серия S-WT | Серия M30 | Серия L50 | Серия L100-COMBI |
 |
 |
 |
 |
| Цена: от 230 000 руб. | Цена: от 470 000 руб. | Цена: от 700 000 руб. | Цена: от 860 000 руб. |
Если вы решили приобрести недорогие станки плазменной резки, обращайтесь в нашу компанию. Менеджеры детально изучат производственные требования и подскажут наиболее рациональную марку станка, необходимого для вашего предприятия. Звоните, нам есть что предложить по качеству, цене и функциональности.
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!

- Компания
- О компании
- География продаж станков
- Отзывы
- Сертификаты
- События
- Продукция
- Плазменные станки
- Газовые станки
- Лазерные станки
- Галтовочные станки
- Сервис
- Доставка
- Монтаж и пуско-наладка станков плазменной резки
- Обучение сотрудников
- Гарантия на станки
- Информация
- Фото
- Видео станков
- Выбор источника плазмы
- Подготовка воздуха
- Расходные материалы
- Статьи по плазменной резке
© 2008-2021 ООО «ТеплоВентМаш» — производство станков плазменной, газовой и лазерной резки. Права защищены.
Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Лазер или плазма: в чем отличия
Лазерную и плазменную резку используют для раскроя металлов ,
и в ряде случаев они могут заменять друг друга. Какие это случаи, чем отличаются способы резки и какому из них отдать предпочтение?
Особенности лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды – источника лазерного излучения.
- Источника энергии (системы накачки), создающего условия, при которых начинается электромагнитное излучение.
- Оптического резонатора – зеркала, усиливающего лазерное излучение.
Металл разогревается на небольшом участке. Процесс раскроя может идти при температуре расплавления или испарения металла. Второй вариант энергозатратней и применяется только для тонких материалов.
Для облегчения работы в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Он необходим для удаления расплавленного металла, поддержания его горения, охлаждения прилегающей зоны, увеличения скорости и глубины резки.
Процесс лазерной резки можно посмотреть на видео ниже:
Виды лазерной резки
По типу рабочей среды лазеры бывают трех типов:
- Твердотельные. В качестве рабочего тела используется стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. Источник энергии – газоразрядная лампа-вспышка или полупроводниковый лазер.
- Газовые. Рабочее тело – углекислый газ или его смесь с азотом и гелием. В зависимости от конструкции такие лазеры делятся на устройства с продольной или поперечной прокачкой и щелевые. Возбуждение газовой среды достигается с помощью электрических разрядов.
- Газодинамические. Рабочее тело – углекислый газ, нагретый до 1 000–3 000 °К (726–2 726 °С). Он возбуждается с помощью вспомогательного маломощного лазера.
Преимущества и недостатки лазерной резки
У лазерной резки есть ряд достоинств:
- благодаря отсутствию контакта с поверхностью разрезаемого металла ее используют для работы с легкодеформируемыми или хрупкими материалами;
- с ее помощью можно изготавливать детали любой конфигурации;
- экономный расход листового металла за счет более плотной раскладки на листе;
- высокая скорость и точность;
- можно резать металлы толщиной до 30 мм.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.

Лазерная резка оптимальна для изготовления сложных по конфигурации изделий из тонких металлов
Особенности плазменной резки
Для плазменной резки используют плазмообразующий газ: азот, кислород, смесь водорода с аргоном или сжатый воздух. В охлаждаемом плазмотроне он нагревается до температуры 5 000–30 000 °С и переходит в состояние плазмы: смеси нейтральных атомов, ионов и свободных электронов. В результате газ приобретает способность проводить электрический ток. За счет теплового расширения его объем увеличивается в 50–100 раз и он с огромной скоростью вытекает из плазмотрона. Под воздействием плазмы начинает плавиться металл.
Узнать больше о плазменной резке можно из видео ниже:
Виды плазменной резки
При использовании плазменной резки между электродом и соплом резака возникает электрическая дуга. Для этого используют источники питания постоянного тока. Дуга образуется при поднесении резака к материалу.
Различают аппараты прямого или косвенного действия. В первом случае дуга образуется между катодом плазматрона и разрезаемым материалом (плазменно-дуговая резка). Во втором – внутри резака (плазменно-струйная резка). Этот способ обработки удобен для материалов, не проводящих электрический ток.
Преимущества и недостатки плазменной резки
У плазменной резки 4 основных преимущества:
- Можно работать со сталями, алюминиевыми и медными сплавами, чугуном и прочими материалами.
- Можно изготавливать детали сложной конфигурации.
- Режет металл толщиной до 150 мм.
- Высокая точность.
К недостаткам плазменной резки относят необходимость механической обработки кромок разрезаемых материалов и конусность резов.

Плазменная резка чаще используется в машиностроении
Сравнение лазерной и плазменной резки
Можно выделить основные различия между лазерной и плазменной резкой.
- Толщина металла. Это основной параметр, который отличает два способа раскроя. Лазерная резка не имеет конкурентов при работе с металлами толщиной до 6 мм. При большей толщине замедляется скорость работы, и лазерную резку редко используют для раскроя металлов толщиной более 20 мм.
Плазменная резка эффективна при толщине материала 20–40 мм. Может использоваться для раскроя меди толщиной до 80 мм, чугуна – до 90 мм, алюминия и его сплавов – до 120 мм, легированных и углеродистых сталей – до 150 мм.
Конусность реза. При лазерной резке металла толщиной более 6 мм появляется конусность кромок порядка 0,5°. По этой причине нижняя часть получаемых отверстий имеет увеличенный диаметр.
Для плазменной резки этот параметр больше – 3–10°. При выполнении отверстий этим способом их выходной диаметр меньше входного.
Температурное воздействие. Лазерная резка характеризуется малой зоной температурного воздействия.
Плазменная резка воздействует на металлы высокой температурой, и листы толщиной до 0,5 мм могут покоробиться.
Качество резки. По этому параметру лидер – лазерная резка. Для нее характерны стабильный и точный рез, а также отличное качество кромок.
При использовании плазменной резки образуется окалина и нужна доработка кромок.
Сравнительные характеристики обоих способов раскроя металлов приведены в таблице ниже:
Отличие лазерного станка от плазменного
Плазменная и лазерная резка – широко применяются на современных промышленных предприятиях. Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.
В чем разница между плазменной и лазерной резкой металла, какие преимущества у той и другой технологии и какие станки стоит купить для оснащения своего предприятия? Полученная информация поможет более подробно познакомиться с технологиями обработки материала, их областью применения и подобрать подходящий вариант по цене и надежности.

Чем лазерная резка отличается от плазменной
Чтобы понять, чем отличается резка лазером от плазмы, необходимо более подробно познакомиться с каждой из технологий. Здесь необходимо обратить внимание на ряд параметров:
- Производительность процесса.
- Качество реза.
- Себестоимость процесса резки и себестоимость эксплуатации.
Рассмотрим каждый из этих моментов более подробно.
Производительность процесса
Зависит в первую очередь от материала и его толщины. Лазерная резка может использоваться и для обработки нержавеющей и низкоуглеродистой стали, меди, латуни, алюминия, титана, акрила, пластика, стекла, дерева, кожи, текстиля. Плазморезы могут работать только с металлами, проводящими электричество.
По-разному показывает себя лазерная и плазменная резка и при работе с металлами различной толщины. При обработке тонкого листового материала (до 6 мм), особенно при высоких объемах работ и формировании сложных контуров, выигрывает лазер. Если толщина металла будет более 6 мм, то у лазерного станка скорость обработки будет сопоставима с плазмой, но качество лазерной резки будет выше. У лазерной обработки отсутствует конусность, которая присуща плазменной резке. А вот при работе с заготовками более 30 мм плазменные станки справляются лучше, но такие заготовки имеют высокую конусность и нуждаются в последующей обработке.
Качество реза
От качества реза зависит не только внешний вид готового изделия, но и сложность последующей обработки. И здесь лазерная резка металла существенно превосходит показатели плазменной резки. Заготовки, полученные с ее помощью, нуждаются в минимальной финишной обработке. Шероховатость поверхности составляет всего 1,25-2,5 мкм, а конусность кромки – 0-20. Детали, полученные на плазменном станке, необходимо будет дополнительно шлифовать (и поверхность, и кромку), снимать окалину. Соответственно шероховатость поверхности и конусность кромки в этом случае составляют 6,3-12,5 мкм и 0-100.
И здесь надо сделать выбор в пользу продуктивности процесса или качества реза, а также смотреть, с какими запчастями предстоит работать. В частности, основное требование при изготовлении приварного фланца – плоскость поверхности, а пережог кромки, шероховатость, конусность – это уже второстепенные показатели. А вот при производстве сложных деталей внимание уделяется именно качеству реза.
Основные отличия лазерной резки от плазменной приведены в таблице:
| Параметр | Резка лазером | Плазменная резка |
| Минимально возможный диаметр отверстия | 0,3-0,4 толщины материала | 0,9-,1,4 толщины материала, но не менее 2-3 мм |
| Ширина реза | От 0,2 до 0,375 мм, остается стабильной | От 0,8 до 1,5 мм, но меняется ввиду нестабильности дуги |
| Точность реза | Тонкий, с отклонениями в диапазоне 0,05 мм | В пределах 0,1-0,5 мм |
| Вырезание внутренних углов | Возможно, с высокой точностью | Возможно, но только с радиусом |
| Температурное воздействие | Минимальная зона термического влияния | Большая зона термического влияния приводит к деформациям и короблениям |
Себестоимость процесса резки и стоимость эксплуатации
Изначально отметим, что станки для лазерной резки обойдутся примерно в 4-6 раз дороже плазменных станков. Стоимость их эксплуатации зависит от ряда параметров:
- Затрат электроэнергии и рабочих газов. При резке тонкого металла энергопотребление обоих видов станков примерно одинаковое. Чем больше толщина материала, тем больших затрат будет требовать лазер.
- Сервисное обслуживание, затраты на ремонт. Лазерное оборудование редко выходит из строя, особенно при соблюдении эксплуатационных рекомендаций производителя. В плазменных станках требуется более частое обслуживание рабочей поверхности, т.к. удаляется большее количество материала, чем при лазерной резке.
Точно назвать себестоимость продукции и сроки окупаемости того или иного станка нельзя, ведь все зависит от особенностей производства, предстоящих задач.
Области применения лазерной резки и плазмы
 Чтобы окончательно определиться, какой способ резки металлов лучше, лазер или плазма, следует познакомиться с преимуществами и недостатками каждой технологии.
Чтобы окончательно определиться, какой способ резки металлов лучше, лазер или плазма, следует познакомиться с преимуществами и недостатками каждой технологии.
Преимущества плазменной резки:
- невысокая стоимость станка и обслуживания;
- возможность разрезать металлы, толщиной до 150 мм.
У плазменной резки есть ряд недостатков: высокая конусность, необходимость дополнительной обработки краев и поверхности, невозможность получить острые углы, повышенный износ расходников, высокое термическое воздействие на заготовку, вызывающее ее деформации. Такими станками невозможно изготовить детали сложных форм, перечень материалов, возможных для работы, существенно ограничен и включает сталь, алюминий, медь (и их сплавы), чугун и несколько других металлов.
Преимущества лазерной резки:
- обработка выполняется бесконтактным методом: не вызывает деформации поверхности;
- возможность изготовления деталей любых форм и конфигураций, в том числе и очень сложных;
- широкий функционал: может использоваться не только для резки, но и для маркировки, гравировки разных видов металлов и других материалов;
- высокая скорость работ при сохранении точности, даже при работе с мелкими деталями;
- экономный расход листового материала: обеспечивается очень плотной раскладкой на листе и очень тонкой линией реза;
- минимальная финишная обработка;
- широкая сфера применения: промышленность, реклама, изготовление декоративной, сувенирной, ювелирной продукции, мебели, текстиля и многое другое;
- минимальные требования к обслуживанию оборудования.
«ЛЛС Марк» предлагает станки для лазерной обработки металла и других материалов в Москве, Санкт-Петербурге и с доставкой в другие регионы РФ, страны Таможенного Союза. Это оборудование, имеющее сертификаты соответствия и гарантии. Если потребуются дополнительные консультации и помощь в выборе, свяжитесь со специалистами компании.
Сравнение плазменной и лазерной резки
Лазерная резка и плазменная резка являются конкурирующими технологиями и имеют одинаковые сферы применения. В связи с этим многие часто задаются вопросом, какой метод лучше.
Чтобы ответить на поставленный вопрос, необходимо разобраться со всеми тонкостями и особенностями указанных видов резки.
- Особенности плазменной резки
- Особенности лазерной обработки
- Лазерная резка против плазменной – что лучше
- Итог
Особенности плазменной резки
Резка металла – ответственная задача. Очень часто данный процесс сопряжен со многими факторами, которые необходимо принимать во внимание. Это и объемы выполняемых работ, и тип металла, и его толщина.
Особенно важным показателем является количество работы. Если ее необходимо осуществлять редко, тогда плазменная резка металла – не самый выгодный вариант. Стоимость подобного аппарата не окупится при незначительном использовании и, возможно, в таком случае лучше отдать предпочтение другим методам, например, болгарке.
Иначе говоря, для того чтобы разрезать трубу на даче или для несерьезных бытовых целей предпочтительнее выглядит хорошая УШМ.
Еще одной распространенной технологией является газокислородная резка. К ее преимуществам следует отнести высокую скорость обработки. Однако к отличиям газосварки и болгарки относится черновой вариант полученного реза. Металл после воздействия данным методом необходимо дополнительно обрабатывать.
Если в домашних условиях на это можно потратить время, то на производстве подобная процедура потребует существенных финансовых затрат.
В плазменной резке применяется высокоскоростной поток ионизированного газа – плазмы. Она служит проводником тока между аппаратом и деталью. В результате изделие нагревается и плавится. Также в процессе работы поток газа сдувает расплавленный материал, тем самым разделяя его на части.
Из основ принципа работы метода становится понятно, что он применим для токопроводящих материалов. К таким относятся, например, алюминий, нержавейка, углеродистые стали.
В случае плазменной обработки могут использоваться различные газы. Несмотря на это, самый распространенный вариант – сжатый воздух. Данный газ доступен, а кроме того его использование не требует дополнительного применения кислорода.
Важным отличием плазменной резки является простота в ее освоении. Особенно хорошо она подходит для тонкопрофильных металлов. Если же толщина реза превышает 2.5 миллиметра, тогда возникает необходимость в использовании мощных источников питания, что невыгодно.
Особенности лазерной обработки
Технология лазерной резки относится к передовым методам обработки металла. На данный момент она находит широкое применение в различных областях производства.
Суть метода заключается в том, что с помощью специализированного оборудования формируется лазерный луч, направляемый на обрабатываемое изделие. Площадь контакта в таком случае составляет порядка нескольких микрон.
В процессе резки металл локально нагревается до плавильных температур. В то же время остальная часть материала остается холодной за счет маленькой области контакта. В результате достигается высокая безопасность работы для персонала и самой детали.
Погрешность выполнения работы минимальна. В местах реза от лазерной сварки материал сразу испаряется. Расстояние между прибором и изделием составляет всего лишь пару сантиметров.
Эффективность данной технологии настолько высока, что после резки нет необходимости в дополнительной обработке. Изделие можно сразу же подвергать последующим технологическим процессам или отправлять в использование.
В результате существенно экономится время и затраты. На крупных производствах подобный метод очень выгоден.
Плазменная резка металла.
Лазерная обработка позволяет резать металлические детали небольшой толщины. Это могут быть алюминий, латунь, медь, нержавейка, титан и т.д. Кроме того метод в отличие от плазменного позволяет осуществлять фрезеровку изделий, а также просверливать отверстия.
Несмотря на то, что лазерная резка металла относится к самым современным технологиям, она имеет свои положительные и отрицательные стороны.
К достоинствам можно отнести:
- возможность обработки любых материалов, в том числе хрупких и прочных;
- отсутствие дефектов и высокая точность реза;
- возможность кроить изделия любой формы благодаря высокой точности;
- экономичность в использовании расходных материалов;
- отсутствие необходимости в дополнительной обработке изделия после резки.
К недостаткам можно отнести:
- высокую стоимость оборудования;
- ограничение по толщине металла в двадцать миллиметров;
- невозможность обработки материалов с высокой отражательной способностью.
Лазерная резка против плазменной – что лучше
Плазменная резка и технология лазерной резки постоянно конкурируют друг с другом. При определенных условиях они могут быть взаимозаменяемыми, но есть моменты, в которых целесообразнее выбрать одну из них.
В задачах, где качество деталей имеет первоочередное значение, лазерная технология будет предпочтительней. Она позволяет получить точный перпендикулярный рез, таким образом, кромки деталей будут лучше.
Нагрев при лазерной обработке локален, в результате удается избежать деформации изделий, так как зона термического воздействия маленькая. Еще одним плюсом является точность получаемых деталей, особенно при формировании отверстий и фигур сложной конструкции.
Схема лазерной резки металла.
Основным преимуществом данной технологии является высокая производительность. Особенно это касается работы с листовым материалом толщиной до шести миллиметров. В таком случае обеспечивается высокая скорость обработки и хорошая точность.
Лазерная обработка не оставляет на тонколистовом металле окалин или других дефектов. Это позволяет отправлять полученные детали в использование или передавать на следующие технологические этапы производства без дополнительной обработки.
Для металлов толщиной 20-40 миллиметров лазерная резка применяется редко, а при больших толщинах она не используется.
Плазменная, по сравнению с лазерной резкой, позволяет обрабатывать более широкий спектр материалов по толщине. В этом случае также обеспечивается достаточно хорошее качество работы.
Особенно эффективной такая технология оказывается в работе с медью, легированными и углеродистыми сталями, алюминием и сплавами на его основе. Следует учитывать, что этот метод имеет некоторые ограничения по толщине металлов, к которым он применим.
Плазменной резке характерна конусность поверхности реза от трех до десяти градусов. Формирование отверстий в материалах большой толщины может привести к отличию верхнего и нижнего радиусов. Так в металле толщиной 20 мм радиусы отверстий могут отличаться на 1мм.
Итак, однозначно сказать, что лучше: плазменная или лазерная резка нельзя. Как видно из приведенного выше описания, обе технологии хорошо справляются только с материалами небольшой толщины.
В случае обработки металлов толщиной более шести миллиметров более выгодным будет плазменный метод. Он обеспечит высокую скорость работы и экономичность в плане энергетических затрат.
Действие лазерного резака.
В то же время, качество резов, полученных на тонколистовом металле с помощью лазерной резки, существенно выше. Так что в случае необходимости получения деталей сложной формы она будет предпочтительней.
Кроме того лазерное оборудование позволяет решать более широкий спектр задач. С его использованием можно выполнять разметку, маркировку, формировать отверстия и т.д. Что касается срока службы лазерных агрегатов, то они несравнимо больше, чем у плазменных.
Существенным критерием также является стоимость оборудования. Аппараты для плазменной резки стоят дешевле. Однако необходимо учитывать и другие критерии, такие как стоимость расходных материалов, а также срок службы. В итоге может получиться, что лазерное оборудование выйдет дешевле.
Что касается расходных материалов, то для обоих методов применяется воздух и кислород. Кроме того необходимо рассчитывать затраты на электроэнергию. В плазменном методе к расходным элементам относится сопло, электрод, рассекающее кольцо. В лазерном – линзы, сопла, фильтры.
В итоге сравнивая все параметры, можно сделать вывод, что работать с тонкими деталями выгоднее лазерной резкой, а с более толстыми – плазменной. Расходы при эксплуатации оборудования будут зависеть от многих факторов, поэтому в каждом конкретном случае они могут существенно отличаться друг от друга.
Технологии лазерной и плазменной резки металла получили широкое распространение в современной промышленности. Они позволяют обеспечить высокую производительность, а также хорошее качество выполняемых работ.
В зависимости от поставленных целей каждая технология облает своими преимуществами, хотя во многих случаях они могут быть взаимозаменяемыми.




