
Чем отличается сварка переменным и постоянным током
Чем отличается сварка переменным и постоянным током

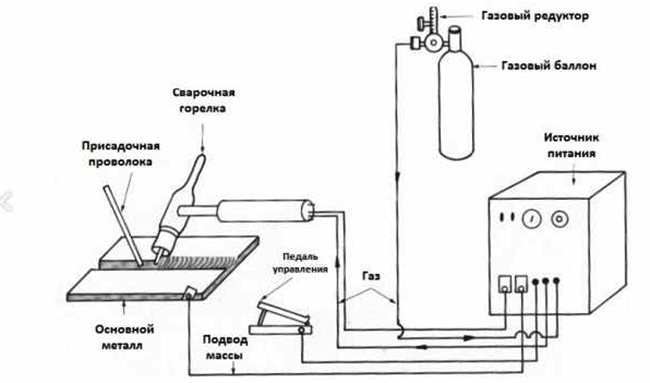
Сварка — это простой и надежный способ соединения неразъемного метала. Сварочные работы производятся с помощью специального оборудования, начиная от микроэлектроники и заканчивая тяжелой конструкцией.
На сегодняшний день сварка осуществляется с применением постоянного и переменного напряжения. В сварочных установках переменного тока основным элементом используют трансформатор любого сооружения. А в сварочных приборах с постоянной энергией потока применяются силовые выпрямительные блоки. Правильно выбранные электросварочные электроды — залог качественной работы.
Что такое переменный ток в сварке
Переменное напряжение получило свое название, так как поток электронов непрерывно меняет направление своего движения. Во время сварочного процесса с потреблением переменного тока дуга непрерывно «скачет». Происходит это из-за регулярного отклонения от оси сварочной дуги. Конечно, это сказывается на качестве получившегося шва. В итоге, рубец широкий, а в месте соединения образуются капельки металла. Если дуга погаснет, то возобновить зажигание можно с помощью повышения напряжения.
При всем этом оборудование для электросварки переменкой, имеет свои плюсы:
- Простая конструкция.
- Большой рабочий ресурс.
- Можно регулировать силу сварного тока.
Трансформаторы, по-прежнему пользуются своей популярностью.
Сварка с применением постоянного тока
Сварочные аппараты на постоянке поддерживает 2 режима работы — процесс соединения с прямой и обратной полярностью. Пользуясь такими установками необходимо регулярно следить за их режимом работы, так как одни металлы схватываются на прямой, а другие на обратной полярности.
Наиболее широко применяется прямая полярность. Сварной кратер получается глубоким и узким. Подача тепла уменьшается, скорость прохода увеличивается. Применяется для нарезки металла, имеет стабильную дугу, в результате образуется качественное соединение. Используется во время работы со сталью, толщиной от 4 мм. Большинство материалов свариваются именно на прямой полярности.
Обратная полярность применяется для соединения тонких металлов средней толщины. Электросварочный шов не глубокий, но достаточно широкий. При этой полярности нельзя пользоваться электродами, которые чувствительны к перегреву.
Основными достоинствами сварки с постоянным напряжением является:
- Отсутствие брызг расплавленного металла.
- Устойчивость дуги электрического тока.
Отличия электродов постоянного тока и переменного
Электроды условно не различаются. Но постоянный поток энергии не подходит для соединения переменным током. Электросварочные материалы, которые рассчитаны для переменки, успешно применяются и для электросварки с помощью постоянного электричества. Образующиеся электроды эксперты называют универсальными.
Универсальные электроды характеризуются:
- Хорошей и стабильной дугой, которая даже повторно легко зажигается.
- Объемной выработкой работы.
- Высокой рентабельностью.
- Небольшой степенью разбрызгивания.
- Хорошим отделением примесей.
- Возможностью доброкачественно сварить загрязненные, окисленные, ржавые и влажные материалы.
- Простейшими требованиями к устройству и работнику.
Особенностью универсальных электросварочных электродов является, возможность изготавливать соединение металлических изделий, даже если присутствует большое расстояние между частями металлов. Они отлично подходят для электросварки коротких швов и точечного прихвата.
Сравнивая сварку на постоянном и переменном напряжении, преимуществ больше у аппаратов с постоянным потоком энергии. Экономятся сварные материалы, так как разбрызгивание минимальное. Постоянку просто и легко использовать в работе, применяется для тонкостенных изделий. Воздействие погодных условий не влияет на устойчивость дуги, обеспечивая высокую производительность. Все участки на сооружении провариваются, в итоге специалист получает качественный и аккуратный рубец.
Устройство с переменкой обеспечивает хорошее качество соединения, простоту и удобство сварочного процесса. Оборудование, которое работает на данном виде напряжения стоит намного дешевле.
Основным различием переменного и постоянного электричества является то, что на электрод во время работы подается ток или переменно с частотой 50 Гц или постоянно. В конструкции сварочного аппарата постоянного потока есть выпрямители в виде диодов, которые выпрямляют электричество на выходе и создают знакопостоянное пульсирующее значение. Современные полупроводниковые выпрямители гарантируют высокую результативность и высокий показатель полезного действия. Следовательно, более качественная сварка получится с применением постоянного потока. Как показала практика, электроды переменки — прошлый век.

Сварочный ток — самый главный параметр, от которого зависит качественное соединение. Подбирать диаметр электрода необходимо с учетом толщины металла. И отталкиваясь от его диаметра, выставляется электричество. Эту информацию можно найти на упаковке. Точных и конкретных настроек напряжения нет — каждый мастер ориентируется на свои чувства и выставляет нужный параметр напряжения.
В специальных магазинах очень широкий выбор электродов для дуговой электросварки. Покупая, обращайте внимание на качество продукции и наличие лицензии.
Инвертор постоянного или переменного тока – какой выбрать

С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
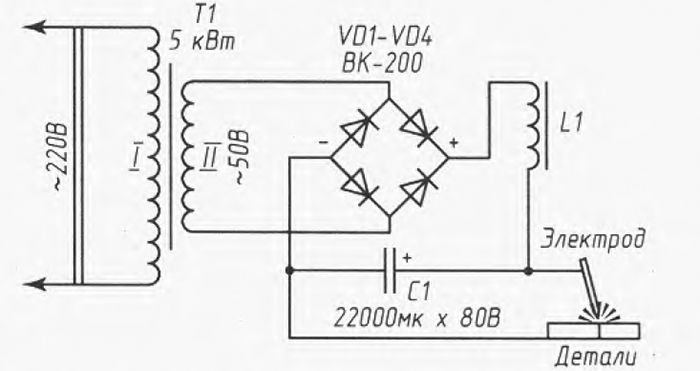
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала. 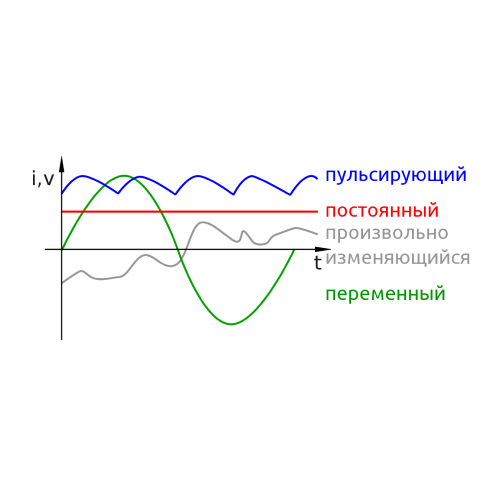
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP — вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.
Для ММА сварки в основном использую покрытые плавящиеся электроды. 
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
РДС сварка переменным током и её недостатки

РДС сварка переменным током и её недостатки
Качество сварных швов и сам процесс сварки во многом зависит от характеристик сварочного тока. Простые модели аппаратов варят переменным током. Однако сегодня в продаже есть и более современное оборудование, которое можно переключать с постоянки на переменку.
Для того чтобы разобраться, какими плюсами и минусами обладают аппараты, работающие на переменном токе, нужно сравнить их с оборудованием, для работы которого используется постоянное напряжение.
Чем отличается переменный ток от постоянного?
Электрические сварочные аппараты оснащены кабелем массы и держателем. Один конец — плюс, второй — минус. Электрическая дуга возникает при замыкании контактов и их удержании на расстоянии порядка 3 мм. Таким образом, плавятся кромки металла.
В процессе шов заполняется дополнительным присадочным металлом. В полуавтоматах используется проволока с катушки, в РДС — покрытые электроды. Что касается аргоновых аппаратов, в них применяется проволока, которая подаётся рукой сварщика.
При всем этом сварочное оборудование, работающее на постоянном и переменном токе, отличается разными физическими процессами. Они влияют на характеристики сварочной дуги. Кроме этого, ток также имеет некоторые различия.

Переменный ток нестабилен, в нем присутствуют колебания. Из этого следует, что электроны передвигаются в хаотичном порядке и могут изменить направление около 100 раз в секунду. Такие аппараты имеют обозначение АС.
Электроны в постоянном токе перемещаются только от минуса к плюсу. Их движение упорядоченное, колебания отсутствуют. Данные агрегаты обозначаются, как DC.
Полярность сварки
Если говорить о постоянном токе, не лишнее рассказать о полярности. Направление, в котором двигаются отрицательно заряженные частицы, и является полярностью. Они перемещаются от минуса к плюсу. Этим постоянный ток отличается от переменного тока.
При работе со сварочными аппаратами постоянного тока у сварщика есть возможность выбора гнезда, в которое устанавливается разъем держателя и кабель массы. Так как электроны постоянно движутся в одном направлении, сварочный ток получает определённые качества.

Если установить массу на плюс, а держатель на минус, удастся быстрее прогреть металл, увеличить глубину плавления и сэкономить на расходе покрытого электрода. Для сварки толстых сталей используется прямая полярность.
Обратная полярность
При обратной полярности держатель подсоединяется к плюсу, а кабель массы к минусу. В данном случае электроны двигаются в обратном порядке. При этом тепло скапливается на конце электрода, а не на металле.

Поэтому обратная полярность используется во время работы с металлом тонкой толщины. Таким образом, снижается риск прожогов изделия и ускоряется плавление электрода.
Как устроен трансформатор для сварки
Переменный ток способны вырабатывать трансформаторы. С этой целью они оснащены первичной и вторичной обмоткой, что делает вес устройства заметно больше. Такие аппараты применяются лишь для РДС сварки с использованием покрытых электродов. Толщина изделия зависит от мощности сварочного тока.
В процессе сварки на переменном токе наблюдается разбрызгивание металла. Увеличивается расход электродов. Неудобно работать таким агрегатом на высоте или в вертикальном положении. На переменном токе может наблюдаться затухание дуги, поэтому трудно делать шов сложной формы.

Плюсом сварочных аппаратов, которые работают на переменном токе, является их невысокая стоимость. К тому же, такое оборудование имеет простую конструкцию. Аппараты нередко используются в суровых условиях и на стройках.
Все составляющие таких аппаратов, довольно надежные и при необходимости ремонтопригодные.
Сварочный ток
 На этой странице вы найдете информацию по сварочным токам для разных марок электродов.
На этой странице вы найдете информацию по сварочным токам для разных марок электродов.
Ниже показаны обозначения токов, которые используются производителями электродов и использованы в нашем каталоге.
Внизу страницы даны подборки электродов по сварочным токам.
- Как сварочный ток для электродов влияет на сварку
- Какой ток для какого электрода
- Ток сварки для электрода 4 мм
- Ток сварки для электрода 3 мм
- Ток сварки для электрода 2 мм
- Полезное видео
- Чем отличаются электроды постоянного тока от переменного
- Что такое универсальные электроды
- Чем отличается постоянная сварка от переменной
- Популярные марки электродов для переменного и постоянного тока
- Обозначения сварочного тока для электродов, напряжение и полярность
- Подборки марок электродов по применяемым для сварки токам
Как сварочный ток для электродов влияет на сварку
При осуществлении сварочного процесса необходимо правильно подбирать величину тока. Именно данный параметр в большей степени влияет на качество сварного шва.
Низкий показатель сварочного тока  может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
может привести к нестабильности горения дуги, появлению непроваренных участков, процесс сваривания будет постоянно прерываться и в итоге сварщик получит некачественное соединение.
Слишком высокая величина приведет к перегреву или прожогу в зоне сваривания, а также к интенсивному разбрызгиванию.
В целом на выбор показателей силы напряжения влияют несколько факторов:
- марка и диаметр сварочных материалов;
- пространственное положение стержня при сварке;
- полярность напряжения (см. особенность сварки на постоянке и на переменке);
- размер шва;
- способ сварки;
- вид и толщина свариваемых металлов.
Какой ток для какого электрода
Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Для каждой марки существует рекомендуемая величина силы напряжения. Данные сведения прописаны на упаковке сварочных материалов. С приблизительными цифрами вы можете ознакомиться далее.
Ток сварки для электрода 4 мм
 Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Распространенными являются стержни с диаметром 4 мм. Их востребованность обусловлена тем, что такие расходники подходят для работы с большими и мелкими швами. Сила напряжения при сваривании данным прутком лежит в границах от 110 до 200 А.
Ток сварки для электрода 3 мм
Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение – 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм. является оптимальным.
Ток сварки для электрода 2 мм
При 2 мм. потребуется напряжение от 30 до 80 А. Большой разброс в значениях зависит от металла и выбранного пространственного положения.
Полезное видео
Небольшой ролик, где практик-сварщик делится опытом выставления значения тока. Хороший совет эмпирически подбирать силу тока от большего к меньшему.
Чем отличаются электроды постоянного тока от переменного
Кратко разъяснить отличия электродов постоянного и переменного тока можно двумя утверждениями:
- Сварочные материалы, предназначенные для переменного тока, успешно применяются и для сварки с помощью постоянного тока. Поэтому специалисты часто называют такие электроды универсальными. Подробнее о них чуть далее.
- В то время как электроды для постоянного напряжения, как правило, не подойдут для сваривания переменным током.
Однако, следует помнить, что материалы второй группы гарантируют более качественное соединение. При выполнении ответственных работ данный факт выходит на первый план.
Что такое универсальные электроды
Универсальные сварочные материалы – это  электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
электроды постоянного и переменного тока. То есть те расходники, которые одинаково эффективно работают и на переменном, и на постоянном напряжении. Данная категория сварочных материалов имеет несколько преимуществ:
- хорошая и стабильная дуга;
- повышенная производительность работ;
- достаточно высокая экономичность;
- низкий уровень разбрызгивания;
- хорошее отделение шлака;
- возможность сваривать неочищенную от загрязнений, окисленную, влажную и поврежденную коррозией поверхность;
- минимальные требования к оборудованию и сварщику.
Чем отличается постоянная сварка от переменной
Популярные марки электродов для переменного и постоянного тока

1. Электроды МР-3С являются наиболее востребованными материалами универсального типа. Преимущества: легкая воспламеняемость дуги как при первом, так и при последующих розжигах; рутиловая обмазка обеспечивает защиту шва от быстрого окисления и от вкраплений шлака; высокий уровень постоянства дуги.
[ads-pc-3][ads-mob-3] 
2. АНО-37 предназначены для сварочных и ремонтных работ конструкций из углеродистых и низколегированных сталей. Достоинства: малочувствительны к присутствию загрязнений и ржавчины; достаточно широкие зазоры хорошо закрываются расходниками данной марки; легкое зажигание дуги; шов прекрасно формируется даже на небольших величинах сварочного напряжения; хорошо подойдет для начинающего сварщика (даже новичок может сделать качественное изделие). 
3. ОК 46.00 используются для конструкционных и углеродистых сталей. Плюсы: легкий поджиг; подходят для заваривания широких зазоров, нечувствительны к ржавым и загрязненным поверхностям; минимальное количество брызг; сварка производится во всех пространственных положениях.
4. Электроды ОЗС-4 применяются для работы с углеродистыми сталями. Преимущества: не восприимчивы к плохо очищенному от загрязнений, ржавчины и влаги металлу; легкая зажигаемость дуги; возможность осуществления сварки на повышенных режимах; изделия средних и больших толщин успешно свариваются данной маркой. 
5. Одной из самых популярных импортных марок универсальных расходников является LB-52U. Востребованность сварочных материалов японского производства обусловлена несколькими причинами: высокий уровень производительности; минимальное разбрызгивание; отличные механические свойства; стабильность дуги сохраняется в режиме низкого и высокого напряжения. 
6. АНО-4 используются для сварки ответственных конструкций из углеродистых сталей. Достоинства: допускается сваривание влажного, ржавого или плохо очищенного металла; легкое зажигание дуги и её стабильное горение; небольшая склонность к образованию пор; сварные швы отличаются высоким качеством; нечувствительны к изменению длины дуги. 
[ads-pc-4][ads-mob-4]
Обозначения сварочного тока для электродов, напряжение и полярность

Переменный и постоянный ток, любая полярность

Переменный и постоянный ток, обратная полярность (плюс на электроде)

Переменный и постоянный ток, прямая полярность (минус на электроде)

Постоянный ток, обратная полярность (плюс на электроде)




